
Что такое допуски и посадки
Допуски и посадки в машиностроении — это свод правил и таблиц, который стандартизирует все виды соединений деталей и задаёт допустимый разброс размеров при изготовлении. Без этой системы изготовить взаимозаменяемые детали на разных заводах невозможно. Именно взаимозаменяемость — главная практическая цель всей системы.
Допуск — это разность между наибольшим и наименьшим предельными размерами детали. Если номинальный размер вала 50 мм, наибольший предельный размер равен 50,025 мм, а наименьший — 50,000 мм, то допуск составляет 0,025 мм. Чем меньше это значение, тем точнее деталь и тем дороже её изготовление.
Посадка характеризует характер соединения двух деталей — отверстия и вала. Посадка определяется разностью их размеров до сборки: если отверстие больше вала, возникает зазор; если вал больше отверстия — натяг. Система регулируется ГОСТ 25346 (ЕСДП — Единая система допусков и посадок), который устанавливает поля допусков, квалитеты и основные отклонения.
Поле допуска и предельные отклонения
Поле допуска — это поле, ограниченное верхним и нижним предельными отклонениями относительно номинального размера; его положение на числовой оси задаёт основное отклонение. Два параметра полностью описывают поле допуска: величина (квалитет) и положение (буквенное обозначение основного отклонения).
Верхнее предельное отклонение (ES для отверстия, es для вала) — это разность между наибольшим предельным размером и номинальным. Нижнее предельное отклонение (EI для отверстия, ei для вала) — разность между наименьшим предельным размером и номинальным. Оба значения могут быть положительными, отрицательными или равными нулю.
На чертеже поле допуска обозначается буквой и цифрой: например, H7 — отверстие с основным отклонением H и квалитетом 7, k6 — вал с основным отклонением k и квалитетом 6. Буквы от A до H (для отверстий) и от a до h (для валов) задают поля с зазором; буквы от P до Z и от p до z — поля с натягом; буквы J–N и j–n — переходные зоны.
Квалитеты точности: от IT01 до IT18
Квалитет в системе допусков и посадок — это ступень точности, определяющая величину поля допуска при данном номинальном размере. ГОСТ 25346 устанавливает 20 квалитетов: IT01, IT0, IT1 … IT18. Самый точный — IT01, самый грубый — IT18.
На практике машиностроительные соединения используют квалитеты IT5–IT12. Квалитеты IT5–IT7 применяют для ответственных посадок подшипников, шпинделей станков и точных направляющих. Квалитеты IT8–IT10 охватывают большинство стандартных соединений в редукторах и корпусных деталях. Квалитеты IT11–IT12 — для неответственных соединений и заготовительных операций.
- IT01–IT4 — прецизионные посадки: измерительный инструмент, эталонные калибры, подшипники особой точности.
- IT5–IT7 — точные посадки: шпиндельные узлы, зубчатые колёса, посадки подшипников качения классов 5 и 6.
- IT8–IT10 — нормальная точность: большинство соединений редукторов, муфт, фланцев.
- IT11–IT12 — пониженная точность: крышки, кожухи, свободные размеры.
- IT13–IT18 — заготовительные допуски: горячая штамповка, литьё, прокат.
Виды посадок: с зазором, с натягом и переходные
Все посадки делятся на три группы в зависимости от соотношения полей допусков отверстия и вала: посадки с зазором, переходные посадки и посадки с натягом. Вид посадки определяет функциональное назначение соединения и метод его сборки.
Посадки с зазором обеспечивают свободное вращение или перемещение деталей друг относительно друга. Типичные обозначения: H7/f7, H8/e8. Зазор создаёт пространство для смазочной плёнки в подшипниках скольжения — без гарантированного зазора масляный клин не формируется, и деталь изнашивается катастрофически быстро.
Посадки с натягом применяют там, где соединение должно передавать крутящий момент или осевое усилие без дополнительного крепежа. Типичные обозначения: H7/p6, H7/r6. Прессовая посадка — допуск на отверстие и вал подбирается так, чтобы после запрессовки возникло упругое давление между поверхностями. Допуск посадки в этом случае равен сумме допусков отверстия и вала, составляющих соединение.
Переходные посадки допускают как небольшой зазор, так и небольшой натяг — в зависимости от фактических размеров конкретной пары деталей. Обозначения H7/k6, H7/n6 — самые распространённые. Такие посадки используют для центрирования зубчатых колёс и втулок, когда нужна точная соосность, но не требуется передача значительных нагрузок.
Система отверстия и система вала
В системе отверстия основное отклонение отверстия равно нулю (EI = 0), а требуемый вид посадки достигается изменением поля допуска вала. В системе вала основное отклонение вала равно нулю (es = 0), а посадка регулируется полем допуска отверстия.
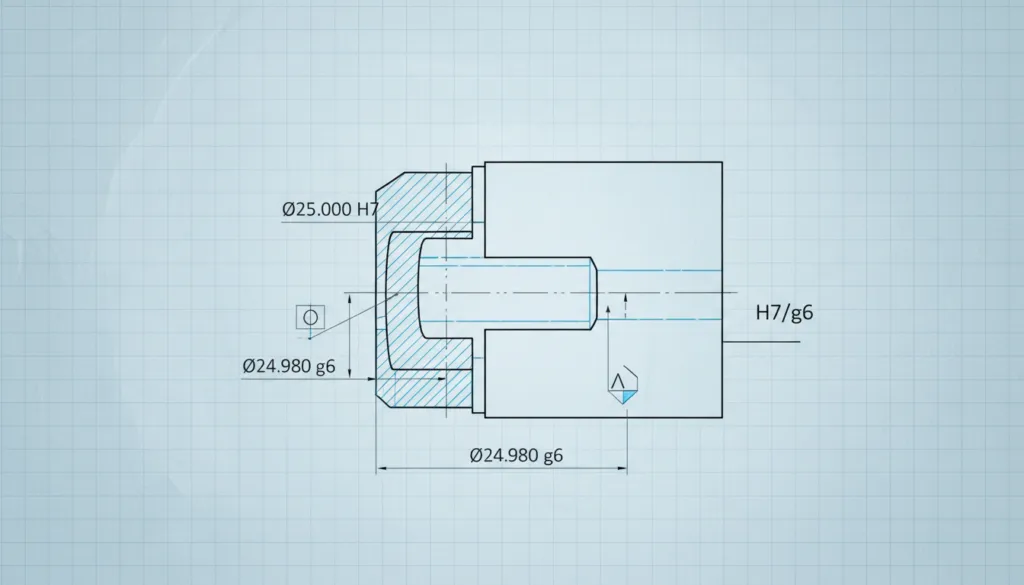
Система отверстия — основная в большинстве отраслей машиностроения. Причина проста: отверстие сложнее обработать и измерить, чем вал. Стандартное обозначение: H7/g6, H8/f7. Система вала применяется реже — когда вал является базой для нескольких деталей с разными посадками: например, ступенчатый вал одновременно несёт шестерню и подшипник.
Смешивать системы отверстия и вала в одном узле без технологического обоснования — ошибка: это усложняет контроль, увеличивает номенклатуру инструмента и затрудняет расчёт размерных цепей. Правило: выбирай одну систему для всего узла и отступай от неё только при наличии явного конструкторского основания.
Таблица допусков и посадок: как её читать
Таблица допусков и посадок по ГОСТ 25346 содержит значения предельных отклонений для стандартных полей допусков в диапазоне номинальных размеров от 1 до 3150 мм. Строки таблицы — диапазоны номинальных размеров, столбцы — поля допусков с квалитетами.
Чтобы найти предельные отклонения для отверстия Ø40 H7: в таблице для отверстий находим строку диапазона 30–50 мм, столбец H7. Для H7 в этом диапазоне ES = +0,025 мм, EI = 0. Для вала Ø40 k6 в аналогичной строке: es = +0,018 мм, ei = +0,002 мм. Посадка H7/k6 даёт переходное соединение с возможным зазором до 0,023 мм или натягом до 0,018 мм.
| Номинальный размер, мм | H7 (ES/EI), мкм | k6 (es/ei), мкм | f7 (es/ei), мкм |
|---|---|---|---|
| 18–30 | +21 / 0 | +15 / +2 | −20 / −41 |
| 30–50 | +25 / 0 | +18 / +2 | −25 / −50 |
| 50–80 | +30 / 0 | +21 / +2 | −30 / −60 |
| 80–120 | +35 / 0 | +25 / +3 | −36 / −71 |
Значения приведены как ориентировочные — для рабочего проектирования используй актуальное издание ГОСТ 25346 или справочник Ганевского. При передаче детали в производство конструктор указывает поле допуска на чертеже; технолог по той же таблице проверяет, достижимо ли оно на выбранном оборудовании.
Обозначения допусков на чертежах по ЕСКД
По правилам ЕСКД обозначение допуска на чертеже включает номинальный размер, буквенный код основного отклонения и номер квалитета — например, 40H7 для отверстия или 40k6 для вала. Допускается двойная запись с числовыми значениями отклонений: 40H7(+0,025).
При обозначении посадки в сборочном чертеже числитель дроби — поле допуска отверстия, знаменатель — поле допуска вала: Ø40 H7/k6. Такая запись однозначно читается на любом предприятии, работающем по ГОСТ. Если в конструкторской документации встречается иное написание — это повод уточнить стандарт, которым руководствовался проектировщик.
Допуски и производственный процесс
Выбор поля допуска напрямую влияет на стоимость и трудоёмкость механической обработки: переход от IT8 к IT6 для отверстия диаметром 50 мм означает замену чернового растачивания тонким растачиванием или хонингованием. Это увеличивает машинное время и требует более точного оборудования.
На токарных и фрезерных станках с ЧПУ стабильно достигаются квалитеты IT7–IT8 при правильно настроенном инструменте и термостабильной заготовке. Квалитет IT6 и точнее требует шлифования или хонингования с промежуточным контролем размера. Поэтому конструктор, назначая поле допуска жёстче IT7 без явной функциональной необходимости, просто повышает себестоимость детали без выигрыша в ресурсе.
Распространённое заблуждение: «чем точнее допуск — тем надёжнее соединение». Это не так. Избыточная точность увеличивает стоимость обработки и контроля, а в посадках с зазором — сокращает пространство для смазки. Назначай допуск, исходя из функции соединения, а не из соображений «на всякий случай».
Часто задаваемые вопросы
Что такое допуски и посадки в машиностроении простыми словами?
Допуски и посадки в машиностроении — это система норм, которая задаёт допустимый разброс размеров деталей и характер их соединения. Допуск определяет, насколько размер детали может отличаться от номинального. Посадка определяет, будет ли в соединении зазор, натяг или переходное состояние.
Сколько предельных размеров установлено в системе допусков и посадок?
Для каждой детали система устанавливает два предельных размера: наибольший и наименьший. Разность между ними и есть допуск. Оба значения рассчитываются относительно номинального размера через верхнее и нижнее предельные отклонения.
Какой квалитет в системе допусков и посадок является самым грубым?
Самый грубый квалитет по ГОСТ 25346 — IT18. Он применяется для заготовительных операций: горячей штамповки, литья в землю, прокатки. Для деталей, которые поступают на механическую обработку, грубый квалитет — отправная точка, а не финальная точность.
Какой вид посадки указывает для валов допуск с основным отклонением h?
Основное отклонение h означает, что верхнее отклонение вала es = 0, а нижнее — отрицательное. Поле допуска расположено ниже номинального размера. В паре с отверстием H (EI = 0) такое сочетание даёт посадку с гарантированным зазором — минимальный зазор равен нулю, максимальный определяется суммой допусков. Обозначение H7/h6 — одна из самых распространённых посадок скольжения.
Чем отличается система отверстия от системы вала?
В системе отверстия нижнее отклонение отверстия EI = 0, и посадка регулируется изменением поля допуска вала. В системе вала верхнее отклонение вала es = 0, и посадка регулируется полем допуска отверстия. Система отверстия предпочтительна, поскольку обработка отверстия сложнее и дороже — её параметры выгоднее зафиксировать, меняя только вал.
Что такое допуск посадки и как его рассчитать?
Допуск посадки — это сумма допусков отверстия и вала, составляющих соединение. Он определяет разброс зазора или натяга в данной посадке. Например, для H7/k6 в диапазоне 30–50 мм: допуск отверстия 25 мкм + допуск вала 16 мкм = допуск посадки 41 мкм. Именно это значение используют при расчёте размерных цепей и назначении контрольных калибров.
Где найти таблицы допусков и посадок для машиностроения?
Основной источник — ГОСТ 25346 (актуальная редакция) и справочники по допускам и посадкам, в том числе пособие Ганевского 1987 года, которое охватывает допуски, посадки и технические измерения в машиностроении. Таблицы допусков и посадок валов и отверстий входят в стандартный комплект конструкторской документации на большинстве предприятий.